Read some articles and literatures pet coke and its usage to manufacture activated carbon .
Petroleum coke, also called pet coke or petcoke, is a solid carbon material that resembles coal; it is a product of oil refining
petroleum coke
Would like to have the contact details of equipment manufacturers / suppliers where pet coke is used as raw material alternative to shell Charcoal , Wood Charcoal and Coal
We intend to purchase the given below items urgently against 100% irrevocable LC at sight basis. Kindly send us urgently your lowest and competitive proforma invoice on ex-work/FOB as well as CIF basis against 100% LC at sight basis alongwith COA/printable brochures/specification sheets exactly according to our below required specifications. The detail of the urgently required items is as under:-
Sr. #. Description of Item Required Quantity
1. Carbon Molecular Sieve————3600Kg(3.6Tons)
Chemical Name: Activated Carbon > 95% wt/wt
CAS #. C (7440-44-0)
For the Production of pure N2 gas from air by using adsorption process Product Name: MOLSIEVON 3A (Shirasagi MSC-3A) or Equivalent
Specific Gravity (Water=1)2.0-2.1
Pore Size: 3A
Solubility in Water: Insoluble
Shape= Cylinderical, Dia= 2.0-2.5mm, Length= 5mm
Made: Japan/China/Europe OR Equivalent
2. Molecular Sieve——560Kg
Type: 10X Size: 8-12 mesh #
Origin: America/Europe/China or Equivalent
Packing: In Poly lined Hard Fiber/Paper/Composite Drums
3. Molecular Sieve———–420Kg
Type: 13X
Size: 4-8 mesh #
Origin: America/Europe/China or Equivalent
Packing: In Poly lined Hard Fiber/Paper/Composite Drums
Note-1:- Please clearly write the Country of Origin, Product number, Brand Name and COA/brochures/Technical specifications(exact according to our required specifications) of the quoted item.
Note-2:- Prices/P.I and COA/brochures/printable technical specifications must be attached separately.
Note-3:- Kindly send us your offer alongwith COA/brochures/printable technical specifications only on our given below e-mail address instead of Made in China or Alibaba’s account I.D.
Note-4:- Payments through Alibaba Cashier Account/TT/Wire Transfer/Advance payments are prohibited from Pakistan now after 1st JAN-2019. Now according to the new international trade policy of Pakistani Govt., only 100% LC at site is allowed and we are unable to import in Pakistan now w/o 100% LC even US$1.00.
**Payments can be sent from anywhere, but Pakistani-customs is not clearing any shipment without bank’s EIF(I-Form). As we already told you that payments through Alibaba Cashier Account/TT/Wire Transfer/Advance payments was possible till December-2018 and payments through Alibaba Cashier Account/TT/Wire Transfer/Advance payments are prohibited from Pakistan now after 1st JAN-2019 and it is not possible now. Without Bank involving or 100% LC the bank could not issue the I-Form. (EIF/I-form means the Payment transaction proof against shipment) and without bank’s issued I-form Custom will not clear any shipment. We already faced the same problem in last of December-2018, when the policy was being changed. So kindly quote only against 100% LC at sight basis.
Note-5:- Kindly quote prices against 100% Irrevocable LC at sight basis. (LC means that our bank will collect payment from us against your sent Proforma Invoice and the payment from our bank will be sent to your bank against shipment’s documents. We will send you the LC Draft for your approval before opening an Original Bank LC. All LC Charges will be born by us in our Bank and you will receive your actual amount from your Bank).
Note-6:- Our final destination port is Karachi, Pakistan.
Note-7:- The quoted product must be according to our required specifications instead of others.
Note-8:- Kindly send us two offers one for packed into 25Kg/50Kg polylined PP bags and the other for packed into 25Kg/50Kg polylined Hard fiber/composite/Paper Drums.
The parameters that indicate the adsorption capacity of activated carbon are:
Iodine value test
1. Iodine value (400 ~ 1300): refers to the amount of iodine adsorbed by activated carbon in 0.02N12 / KL aqueous solution. The iodine value is related to the pore surface area with a diameter greater than 10A. The iodine value is one of the criteria for judge the price of activated carbon.
2. Butane value: Butane value is the amount of butane adsorbed per unit weight of activated carbon after saturated air and butane pass through the carbon bed at a specific temperature and specific pressure.
3. Ash content (6-16): There are two types of ash of activated carbon, one is surface ash and the other is internal ash content. Normally, the ash of activated carbon refers to internal ash.
4. Water content (<5): It is a measure of how much water is contained in carbon, that is, the percentage of the weight of water adsorbed in activated carbon.
5. Hardness: The hardness value refers to the resistance of the granular activated carbon to the decay movement of the steel ball in the RO-TAP instrument. Hardness is an indicator for measuring the mechanical strength of activated carbon.
6. Carbon tetrachloride CTC (%): The carbon tetrachloride value is an indicator of the total pore volume, which is measured with a saturated CCI4 gas flow of zero degrees Celsius through a 25 degree carbon bed. That is, the adsorption function of activated carbon depends on the carbon tetrachloride value. The measurement method is to use activated carbon to adsorb carbon tetrachloride, and the measured result is the adsorption rate of activated carbon. Generally, the highest carbon tetrachloride value of activated carbon is 80. Activated carbon manufacturers in Beijing and Hebei have more than 80% to reach 60%.
7. Molasses value: The molasses value is a method to measure the relative decolorization ability of activated carbon in boiling molasses solution. The molasses value is interpreted as a surface area with a pore diameter greater than 28A. Because molasses is a mixture of multiple components, this parameter must be tested in strict accordance with the instructions. The molasses value is obtained by calculating the ratio of the optical density of the filter by treating the molasses liquid with a standard sample of activated carbon and a sample of activated carbon to be tested.
8. Bulk weight (400-600): Bulk weight is a method of measuring the quality of a specific amount of carbon. By gradually adding activated carbon to a graduated drum to 100cc, and measuring its mass. This value is used to calculate the amount of activated carbon needed to fill a specific adsorption device. Simply put, the bulk weight is the weight of activated carbon per unit volume.
9. Particle density – The particle density is the weight of the particulate carbon per unit volume, excluding the particles and the space between cracks greater than 0.1 mm.
10. Methythioninium Chloride (100-300): The Methythioninium Chloride value refers to the number of milligrams of Methythioninium Chloride absorbed when a solution of 1.0 g of carbon and a concentration of 1.0 mg / L of Methythioninium Chloride reaches equilibrium.
11. Wear value
The wear value is an index for measuring the wear resistance of activated carbon. The wear value of granular activated carbon indicates that the particles reduce the resistance of the particles during the treatment process. It is calculated by determining the ratio of the average diameter of the final particles to the average diameter of the original particles.
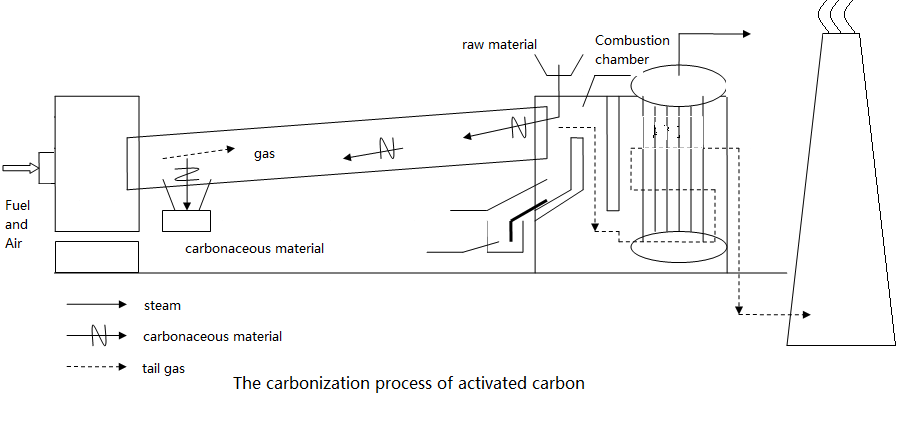
The carbonization process is one of the important processes in the process of producing activated carbon by the gas activation method. This process is to heat the raw material in the air and reduce the non-carbon elements to produce the carbonaceous material suitable for the activation process. It is the pre-activation process,also the main preparation and foundation. In the production process of coal-based activated carbon, the carbonization process usually includes carbonization of materials and carbonization tail gas treatment.
carbonizatione quipment of activated carbon
The carbonization process is actually the dry distillation process of the material under low temperature conditions. In this process, the material is gradually heated and heated under a certain low temperature range and the condition of air isolation. The low-molecular substances in the material are first volatilized, and then the coal and coal tar pitch are decomposed and solidified. A series of materials will occur during the entire carbonization process Complex physical changes and chemical changes, of which physical changes are mainly dehydration, degassing and drying processes; chemical changes are mainly two types of reactions, thermal decomposition and thermal polycondensation.
During the thermal decomposition and thermal polycondensation reaction of the material, gas and coal tar are precipitated. The oxygen bonding group of the organic compounds in the material is destroyed, and the oxygen element is precipitated with gases such as Hz0, CO, CO: etc. At the same time, aromatic compounds and cross-linked High-strength carbon molecular structure solid; during the carbonization process, due to the discharge of non-carbon materials such as oxygen and hydrogen during the decomposition at high temperature, the carbon atoms after the loss of oxygen and hydrogen are recombined to form an order with a basic graphite microcrystalline structure The crystals consist of hexagonal carbon atom planes, and their arrangement is irregular, thus forming voids between crystallites. These voids are the initial pores of the carbonized material.
Therefore, the purpose of carbonization is to make the material form a secondary pore structure that is easily activated and to give the mechanical strength required to withstand activation. The requirement for the carbonization of materials is that the appearance of the carbonized material obtained through carbonization must meet certain specifications and shape requirements, the internal structure must have a certain initial pore structure, and at the same time have a high mechanical strength.
The carbonization process can generally be divided into the following stages.
(1) The temperature in the drying stage is below 120 ° C, and the external moisture and internal moisture are released from the raw coal. At this time, the appearance of the raw coal is unchanged.
(2) In the pyrolysis stage, the raw coal starts to decompose and release pyrolysis water to form gaseous products (such as CQ, C02, H2S, etc.). Different coal types have different pyrolysis temperatures, and coal with low metamorphism starts to heat. The solution temperature is also low. Northeast peat is about 100-1600, lignite is about 200-3000C, bituminous coal is about 300-4000C, and anthracite is about 300-450C. Because the molecular structure and generation conditions of coal are quite different, the above pyrolysis temperature is just a relative reference value between different coal types.
(3) The temperature in the carbonization stage is 300-600 degrees Celsius, mainly polycondensation and decomposition reactions, the raw coal largely precipitates volatile matter, and almost all the tar and gas products precipitated in the carbonization process are produced in this stage. Cohesive bituminous coal gradually softens and melts at this stage to form a colloidal body with three phases of gas, liquid, and solid, and then turns into semi-coke through the processes of flow, polycondensation, and solidification; non-adhesive forms needle-like semi-coke or lump Shaped half-focus.
The final temperature and rate of carbonization are the main operating conditions controlled by the carbonization process. For different coal types, the tar formation process ends at around 550 ° C. A lot of laboratory research and industrial production experience have shown that 600 ℃ is the best final carbonization temperature. If the temperature is too low, the carbonization product cannot form sufficient mechanical strength. If the temperature is too high, the graphite crystallite structure in the carbonization product will be promoted. Ordering, reducing the gap between crystallites, affecting the activation pore formation process. The carbonization heating rate has a great influence on the yield of carbonized products.
The high heating rate can make the material precipitate more tar and coal gas and reduce the yield of carbonized material. When the heating rate is reduced, the material is heated for a long time in the low temperature region, and the pyrolysis reaction has a strong selectivity. The initial pyrolysis breaks the weaker bonds in the material molecule, and parallel and sequential thermal polycondensation reactions occur, forming a The structure with high thermal stability, thereby reducing the yield of volatiles of the thermal decomposition products at high temperature stage, and obtaining a higher yield of solid carbonized products (ie carbonized materials).
The quality of carbonized materials in the carbonization process is mainly evaluated by volatile matter, coke index, water capacity and strength. The volatility of qualified carbonized materials is 7% -18%, the characteristic index of coke yesterday is 1-3, the water capacity is 15% -25%, and the strength of the ball disc is 90%.
Because the measurement of the above indicators requires a certain amount of time, and during the commissioning of the production site, it is often necessary to quickly adjust the process parameters according to the quality of the carbonized material, so the quality of the carbonized material can also be roughly evaluated through the senses. Qualified carbonized materials should have a smooth, crack-free surface, high strength, and consistent color of the material.
Carbonization process of internal heating rotary furnace
The carbonization process of activated carbon
1) Carbonaceous material flow: the shaped particles (raw material) are directly lifted into the charging chamber of the rotary kiln by the conveyor, and fall into the drum by gravity, and are brought to the board along the spiral movement in the drum. Move in the direction of the burner. The material first goes through the preheating and drying stage with a temperature of 200 ° C, and then enters the carbonization stage of 350-550 ° C. During this process, the carbon particles come into contact with the hot air stream for carbonization to discharge moisture and volatile matter, and finally exported through the export port .
(2) Gas flow: after the tail gas of the furnace is burned in the combustion chamber, a part of the tail gas returns to the furnace head, enters the drum and directly contacts with the countercurrent carbon particles for carbonization; the other part enters the waste heat boiler for heat exchange. The flue gas is discharged from the chimney. Part of the steam generated by the waste heat boiler is sent to the activation process and heat exchange station, and part of it is returned to the furnace head and mixed with the tail gas to enter the carbonization furnace.
Activated carbon is made of high-quality coal, wood chips, fruit shells, coconut shells and other materials, and is refined by advanced process equipment. The production process of activated carbon is roughly divided into: carbonization → cooling → activation → washing and other refined processes. The shape of the finished product of activated carbon is roughly divided into: granule, columnar, powdery, etc.
Activated carbon is a processed, porous version of carbon that has many different uses, especially adsorption and chemical reaction needs for water and gas purification. Because activated carbon particles are so porous, they have very expansive surface areas tucked into the holes and tunnels all over their surface.
These areas can be filled with other materials for other purposes as well. For instance, in water purification, silver is mixed into the carbon pores in order to filter contaminants like mercury and organic arsenic from water for domestic drinking purposes.
Because carbon is produced from charcoal through a relatively inexpensive and simple series of activation processes, it can be had in great quantities for many applications.
The Carbon Manufacturing Process – How to Make Activated Carbon
The production process of activated, or active, carbon exists in two forms. A carbonaceous source, which can exist as coal, peat, or any organic carbonaceous material is carbonized, which means the pure carbon is extracted by a heating method known as pyrolysis. Once the material is carbonized, it needs to be oxidized, or treated with oxygen, either by exposure to CO2 or steam, or by an acid-base chemical treatment.
Carbonization is the process of taking a carbon-rich piece of material and converting it to pure carbon through heating. This heating process, called pyrolysis, comes from an ancient technique for making charcoal. Very dense carbonaceous material is used in the beginning, because the end result needs to be extra-porous for activated carbon purposes.
Carbon-rich material is placed in a small (relative to the amount of material) furnace and cooked at extreme temperatures topping 2000 degrees Celsius. What remains is usually 20-30 percent of the beginning weight, and consists of mostly carbon and a small percentage of inorganic ash. This is very similar to “coking,” a method of producing coke from charcoal, a type of carbon-based fuel.
Once the porous form of carbon is produced, it needs to undergo oxidization so it can be adsorbent. This can occur in one of two ways: gas or chemical treatment.
How activated cardbon is producsed ?
all carbonaceous materials can be converted into activated carbon,materials can be converted into activated carbon, although the properties of the final product will be different, depending on the nature of the raw material used, the nature of the activating agent, and the conditions of the carbonization and activation processes.
During the carbonization process, most of the noncarbon elements such as oxygen, hydrogen, and nitrogen are eliminated as volatile gaseous species by the pyrolytic decomposition of the starting material. The residual elementary carbonstarting material. The residual elementary carbon atoms group themselves into stacks of flat, aromatic sheets cross-linked in a random manner. These aromatic sheets are irregularly arranged, which leaves free interstices. These interstices give rise to pores, which make activated carbons excellent adsorbents.
During carbonization these pores are filled with the tarry matter or the products of decomposition or at least blocked partially by disorganized carbon. This pore structure in carbonized char is further developed andcarbon. This pore structure in carbonized char is further developed and enhanced during the activation process, which converts the carbonized raw material into a form that contains the greatest possible number of randomly distributed pores of various sizes and shapes, giving rise to an extended and extremely high surface area of the product.
The activation of the char is usually carried out in an atmosphere of air, CO2, or steam in the temperature range of 800°C to 900°C. This results in the oxidation of some of the regions within the char in preference to others, so that as combustion proceeds, a preferential etching takes place. This results in the development of a large internal surface, which in some cases may be as high as 2500 m2/g.
Gas Treatment
The activizing of carbon can be done directly through heating in a chamber while gas is pumped in. This exposes it to oxygen for oxidization purposes. When oxidized, the active carbon is susceptible to adsorption, the process of surface bonding for chemicals—the very thing that makes activated carbon so good for filtering waste and toxic chemicals out of liquids and gases. For physical gas treatment, the carbonization pyrolysis process must take place in an inert environment at 600-900 degrees Celsius. Then, an oxygenated gas is pumped into the environment and heated between 900 and 1200 degrees Celsius, causing the oxygen to bond to the carbon’s surface.
Chemical Treatment
In chemical treatment, the process is slightly different from the gas activization of carbon. For one, carbonization and chemical activation occur simultaneously. A bath of acid, base or other chemicals is prepared and the material submerged. The bath is then heated to temperatures of 450-900 degrees Celsius, much less than the heat needed for gas activation. The carbonaceous material is carbonized and then activated, all at a much quicker pace than gas activization. However, some heating processes cause trace elements from the bath to adsorb to the carbon, which can result in impure or ineffective active carbon.
Post Treatment Activated Carbon
Following oxidization, activated carbon can be processed for many different kinds of uses, with several classifiably different properties. For instance, granular activated carbon (GAC) is a sand-like product with bigger grains than powdered activated carbon (PAC), and each are used for different applications. Other varieties include impregnated carbon, which includes different elements such as silver and iodine, and polymer-coated carbons.
How Does Activated Carbon Work?
Physical adsorption is the primary means by which activated carbon works to remove contaminants from liquid or vapor streams. Carbon’s large surface area per unit weight allows for contaminants to adhere to the activated carbon media.
The large internal surface area of carbon has several attractive forces that work to attract other molecules. These forces manifest in a similar manner as gravitational force; therefore, contaminants in water are adsorbed (or adhered) to the surface of carbon from a solution as a result of differences in adsorbate concentration in the solution and in the carbon pores.
Physical adsorption occurs because all molecules exert attractive forces, especially molecules at the surface of a solid (pore walls of carbon), and these surface molecules seek to adhere to other molecules.
The dissolved adsorbate migrates from the solution through the pore channels to reach the area where the strongest attractive forces are located. Contaminants adsorb because the attraction of the carbon surface for them is stronger than the attractive forces that keep them dissolved in solution. Those compounds that exhibit this preference to adsorb are able to do so when there is enough energy on the surface of the carbon to overcome the energy needed to adsorb the contaminant.
Contaminants that are organic, have high molecular weights, and are neutral, or non-polar, in their chemical nature are readily adsorbed on activated carbon. For water adsorbates to become physically adsorbed onto activated carbon, they must both be dissolved in water so that they are smaller than the size of the carbon pore openings and can pass through the carbon pores and accumulate.
Besides physical adsorption, chemical reactions can occur on a carbon surface. One such reaction is chlorine removal from water involving the chemical reaction of chlorine with carbon to form chloride ions.
The most important application of activated carbon
The most important application of activated carbon adsorption where large amounts of activated carbons are being consumed and where the consumption is ever increasing is the purification of air and water. There are two types of adsorption systems for the purification of air.
One is the purification of air for immediate use in inhabited types of adsorption systems for the purification of air. One is the purification of air for immediate use in inhabited spaces, where free and clean air is a requirement. The other system prevents air pollution of the atmosphere from industrial exhaust streams.
The former operates at pollutant concentrations below 10 ppm, generally about 2 to 3 ppm. As the concentration of the pollutant is low, the adsorption filters can work for a long time and the spent carbon can be discarded, because regeneration may be expensive.
Air pollution control requires a different adsorption setup to deal with larger concentrations of the pollutants.
The saturated carbon needs to be regenerated by steam, air, or nontoxic gaseousregenerated by steam, air, or nontoxic gaseous treatments. These two applications require activated carbons with different porous structures. The carbons required for the purification of air in inhabited spaces should be highly microporous to affect greater adsorption at lower concentrations. In the case of activated carbons for air pollution control, the pores should have higher adsorption capacity in the concentration range 10 to 500 ppm.
Marketing of activated carbon
Market The global activated carbon industry is estimated to be around 1.1 million metric ton. Demand for virgin activated carbon is expected to rise by around 10% annually through 2014, worldwide. The U.S is the largest market, which will also pace global growth based on anticipated new federal regulations mandating mercury removal at coal- fired power plants. Nearly 80% of the total active carbon is consumed forfired power plants.
Nearly 80% of the total active carbon is consumed for liquid-phase applications, and the gas-phase applications consume about 20% of the total production. Because the active carbon application for the treatment of waste water is picking up, the production of active carbons is always increasing.
The consumption of activecarbon is the highest in the U.S. and Japan, which together consume two to four times more active carbons than European and other Asian countries. The per capita consumption of active carbons per year is 0.5 kg in Japan, 0.4 kg in the U.S., 0.2 kg in Europe, and 0.03 kg in the rest of the world. This is due to the fact that Asian countries by and large have not started using active carbons for water and air pollution control purposes in large quantities.
One of the primal mechanical properties of activated carbon is the mechanical strength. It can be defined as the resistance to abrasion or attrition during its use.
Hardness/abrasion number is a measure of the activated carbon’s resistance to attrition. It is an important indicator of activated carbon to maintain its physical integrity and withstand frictional forces. There are large differences in the hardness of activated carbons, depending on the raw material and activity levels.
A variety of tests are available for the evaluation of the mechanical strength of granular activated carbon. In these tests the change in particle size distribution or the amount of fines produced is determined. Different mechanical strength test methods measures different aspects of strengths and can thus mathematically not be related to one another. The most common test method is Hardness number followed by abrasion number.
Mechanical strength: Hardness and abrasion number
The Hardness number (DSTM 20) measures the external integrity against wearing along exterior and breakage of small points of activated carbon. It is expressed as a percentage of loss on a particular sieve after shaking granules under certain conditions.
The abrasion number (AWWA B604) measures the structural strength of granular activated carbon. It is a measure of the ability of the particle to stand up to shear forces caused by particles rubbing together or particles rubbing against another surface such as a column wall or supporting screen. It is measured by shaking granules with steel balls in a container under certain conditions and expressed as a percentage reduction in Mean Particle Diameter (mpd).
activated carbon cloth (ACC) is a pioneer in cutting-edge textile technology through its activated carbon cloth (ACC) for medical, defense, and industrial applications.
Activated Carbon Cloth
Features & Benefits
Flexzorb® is 100% activated carbon and is more effective at adsorption compared to other carbon loaded materials which have a lower activated carbon content.
Flexzorb® is available in woven and knitted formats and can also be tailored to your requirements by various activity levels, weights and thicknesses. In addition to this, value added composites can be created by laminating the cloth to other materials or impregnating the cloth with chemical treatments.
Flexzorb® has a microporous structure which results in rapid adsorption kinetics and the capability to adsorb to a higher level of purity. Flexzorb® is also suitable for use in applications where there is a high humidity as its adsorption capacity is less adversely affected by moisture. The activated carbon cloth can also be custom-manufactured to comprise a mesoporous structure to adsorb larger molecules if required.
Due to its microporous structure, Flexzorb® activated carbon cloth has an extremely large surface area. To put its capabilities into perspective, just 1g of Flexzorb® activated carbon cloth has the surface area of over half the size of a football pitch. This, combined with the strong electrostatic forces within the cloth, enables the cloth to be highly efficient at adsorbing both liquids and gases.
Flexzorb® has been tested by the UK’s Health Protection Agency and have been proven to be both antiviral and virucidal (when tested against surrogate virus MS2-Coliphage).
Markets and Applications
Wound Care
The inclusion of Flexzorb® activated carbon cloth (ACC) considerably enhances the efficacy of both advanced and active wound dressings. The antimicrobial properties of Flexzorb® can be further enhanced by a unique impregnation process which produces a dispersion of nano and micro particles of metallic silver – one of the most effective biocides known to man. Other impregnations are also possible.
As well as possessing antimicrobial properties, Flexzorb® also enables the wound to heal due to its naturally permeable properties which enhance the breathability of the cloth. The Cloth Division has the manufacturing capability to produce the entire wound dressing product containing activated carbon cloth including procedures such as pouching, sterilization and labeling. Chemviron Carbon Cloth Division also produces cloth used in Negative Pressure Wound Therapy (NPWT) devices where wound exudates are collected due to its ability to adsorb odor.
Chemviron Carbon’s Cloth Division possesses the ISO 13485 standard for the manufacture of medical devices.
Ostomy
Flexzorb’s high performance to size ratio is ideal for use as a filter for vented ostomy bags. To help improve the quality of life for ostomy patients, Flexzorb® very effectively removes all odor and also controls the release of gases thus preventing ballooning (too slow an air flow) or pancaking (where the air flow is too fast).
Defense
In the defense sector, Flexzorb® is used where protection to a wide range of chemical, biological or nuclear agents is required (i.e. protective clothing, filters and decontamination wipes). Flexzorb® offers the most effective protection on the market today with low physiological burden at low carbon weights.
Environmental Air and Industrial Products
The opportunities to use Flexzorb® to support a vast range of industrial products and manufacturing processes are limitless. Due to the numerous attributes of Flexzorb® it can be used for a wide range of filtration applications that include air conditioning, catalyst media, emission control, purification filters, solvent recovery, VOC filtration, and water filtration to name a few. Flexzorb® activated carbon cloth can also be laminated to other support media to allow pleating of the cloth and is therefore useful for various industrial filtration purposes.
Petroleum coke, abbreviated coke or petcoke, is a final carbon-rich solid material that derives from oil refining, and is one type of the group of fuels referred to as cokes.
petroleum coke
Petcoke is the coke that, in particular, derives from a final cracking process—a thermo-based chemical engineering process that splits long chain hydrocarbons of petroleum into shorter chains—that takes place in units termed coker units. (Other types of coke are derived from coal.)
Stated succinctly, coke is the “carbonization product of high-boiling hydrocarbon fractions obtained in petroleum processing (heavy residues).”
Petcoke is also produced in the production of synthetic crude oil (syncrude) from bitumen extracted from Canada’s oil sands and from Venezuela’s Orinoco oil sands.
Petroleum coke is a byproduct of the oil refining process. As refineries worldwide seek to operate more efficiently and extract more gasoline and other high value fuels from each barrel of crude oil, a solid carbon material known as petcoke is produced.
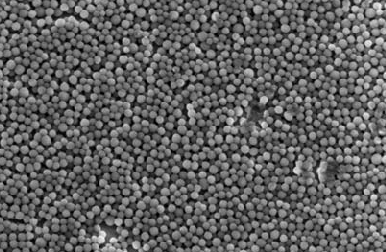
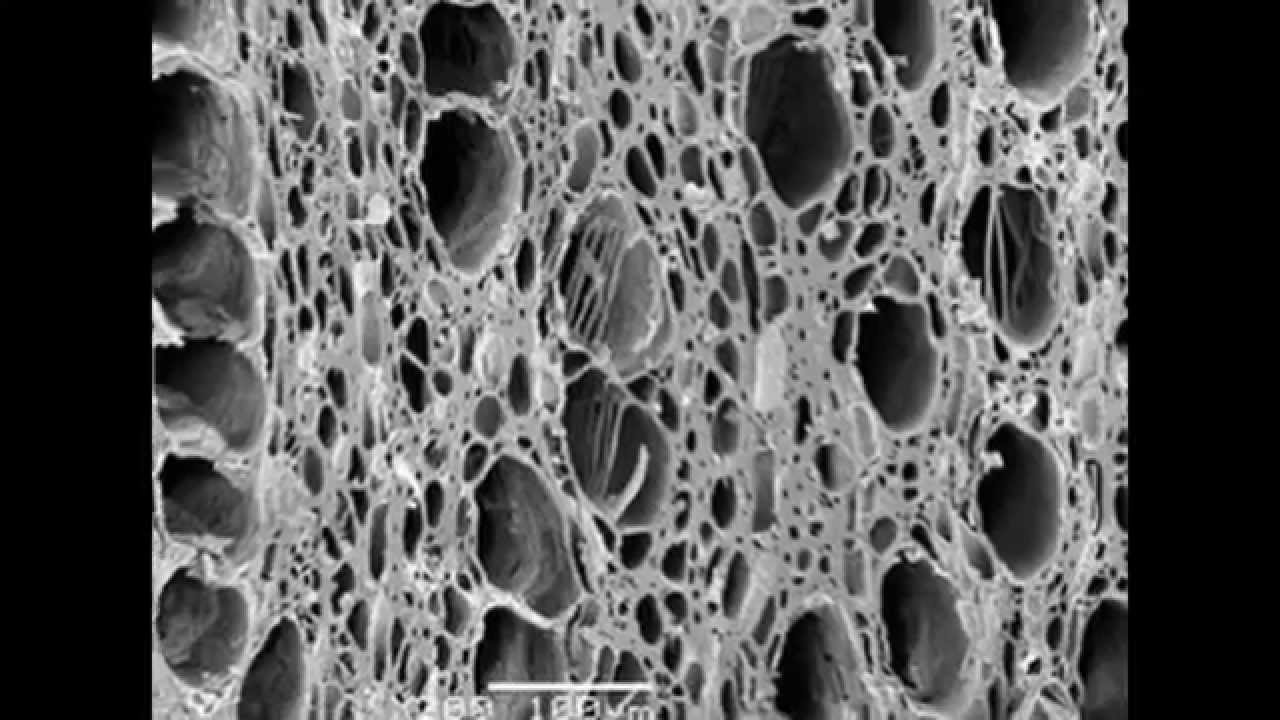
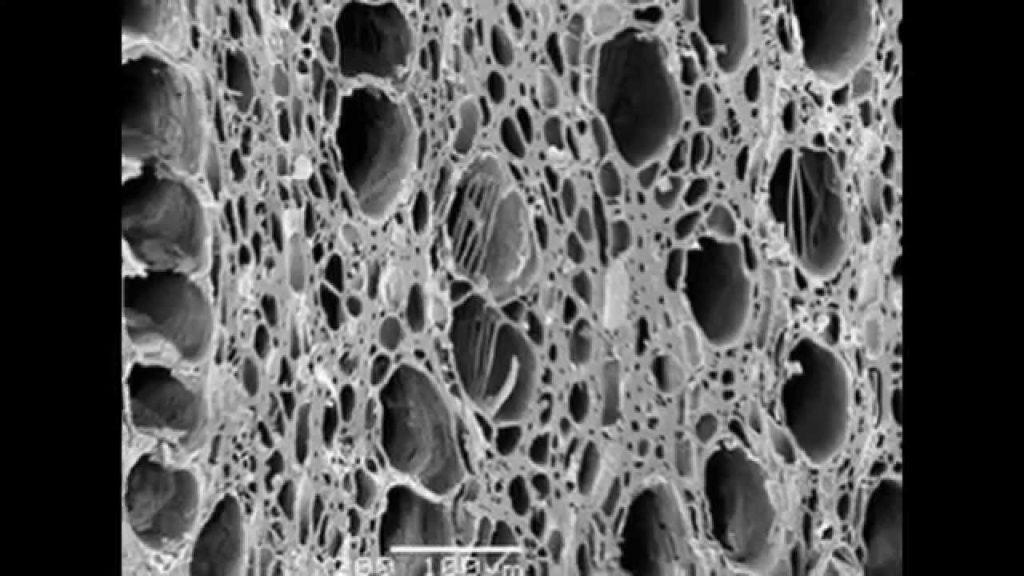
The chemical and physical characteristics of petcoke are a function of the crude oil and refining technology used by the refinery. Petcoke can be hard or relatively soft. Physically, petcoke can resemble large sponges with numerous pores, or it can resemble small spheres, ranging in size from a grain of sand to a large marble.
Chemically, petcoke can include a variety of elements and metals in a wide range of concentrations. Depending on these physical and chemical characteristics, petcoke is typically used in either an energy application, as a source of British Thermal Units (BTUs) or in an industrial application, as a source of carbon.
Fuel grade petcoke represents roughly 80 percent of worldwide petcoke production, Fuel grade petcoke is typically very high in heating value (BTUs per pound), produces virtually no ash when burned, and is most commonly used in electric power plants and cement kilns.
What is Pet Coke Used for?
Petcoke is a byproduct created when bitumen found in tar sands, like those in Alberta, Canada, is refined into crude oil. Bitumen contains a higher number of carbon atoms than regular oil and it’s these atoms, extracted from large hydrocarbon molecules using heat, that go on to form petcoke.
High grade petcoke which is low in sulphur and heavy metals can be used to make electrodes for the steel and aluminum industry. But the majority of petcoke manufactured globally, approximately 75-80%, is of a much lower grade, containing higher levels of sulphur and heavy metals and is used solely as fuel. The majority of petcoke produced in the U.S. is exported to China – the world’s largest consumer of coal – to feed its many coal-fired power stations.
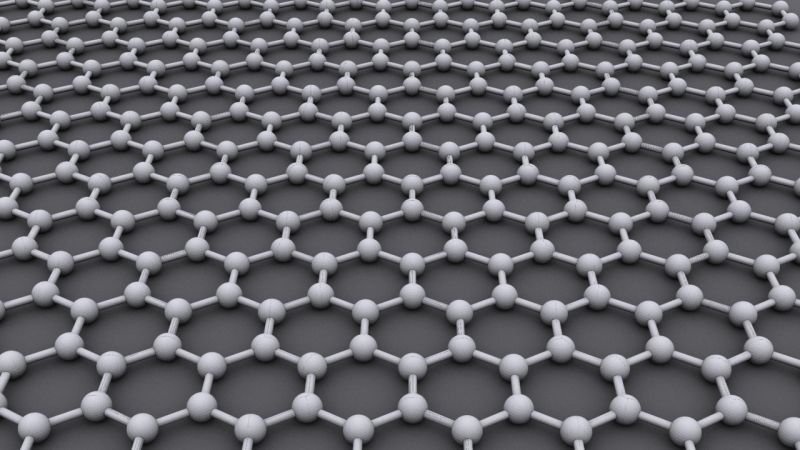
Graphene is a new material that was first isolated in 2004. It is made up of a single layer of graphite – the same graphite used in pencil lead. Geim and Novoselov first isolated graphene by repeatedly separating graphite fragments with sticky tape until they created one-atom-thick flakes.
Although graphene’s discovery may sound simple, its structure is remarkable. Graphene has a two-dimensional crystalline structure; the atoms’ flat layer consists of hexagonal rings of carbon, which gives a ‘honeycomb’ structure. The layer itself is approximately 0.33 nanometres thick. Before graphene, it was believed that two-dimensional molecules could not exist due to thermal instability.
This structure gives graphene unique properties. Experiments have shown it to be the most robust material now known to us, being at least 200 times stronger than steel due to its strong electrostatic forces and lack of defects. Graphene is also an excellent conductor of heat and electricity thanks to its flat, hexagonal structure, meaning there is little resistance for electrons’ movement.
As well as being extremely strong, graphene is a lightweight material weighing only 0.77 milligrams per square meter. It is also very flexible; research has shown it can be stretched up to 25% of its original length without breaking.
All these properties are remarkable on their own. However, it is the combination of them in one material that has led graphene to be dubbed a wonder material with potential applications in all different types of industries.
What is Graphene Currently Used for?
Graphene’s properties open many doors for it to be used in various applications. Over 15 years since it was first isolated, many graphene products have come to the market and graphene is expanding into new sectors year on year.
One of the markets where graphene first appeared was in applications with low entry barriers, such as sports equipment. Within this industry, the multimillion-dollar company Head has taken advantage of graphene’s strength and flexibility by incorporating it into the frame of a new tennis racket line, Grays has incorporated graphene into their hockey sticks, Vittoria and Goodyear have launched graphene-enhanced bicycle tires, and Standard Graphene in Korea has previously showcased a very lightweight bicycle frame infused with graphene.
Beyond sports equipment, sports clothing was another early adopter of graphene thanks to its thermal regulation and durability in textiles, with Deewear initially leading the way alongside Directa Plus. Inov-8, a sportswear brand, worked with the National Graphene Institute based in Manchester, UK, to release the company’s first graphene-enhanced running shoe in 2018, eventually expanding into a full range. Inov-8 states that the graphene-enhanced rubber is 50% stronger and 50% more elastic than regular rubber.
Beyond the sports industry, companies such as Graphene-X have been taking to Kickstarter to launch everyday-use graphene-enhanced jackets and pants with great success.
One area where graphene has been trialed a lot is in coatings, with both electronically conductive coatings (for printable circuits) and barrier coatings being developed, a lot of which have found use for protecting the hulls of ships.
The main ones are as follows:
1. Mechanical peeling method
advantages:
the preparation cost is very low (almost negligible), easy to learn, and the graphene obtained by this method is very good in quality, has few defects, and has excellent performance.
Disadvantage:
the size of graphene obtained Very small, generally between 10-100um, and it is completely impossible to prepare on a large scale.
2. SiC epitaxial growth
Advantages:
can grow in larger sizes (reported by 4 inches), and the performance of the obtained graphene is excellent.
Disadvantage:
High cost, high equipment cost, high growth temperature (1400°), general equipment is not available, and it is difficult to grow graphene of too large size.
3. graphite oxide reduction method:
advantages:
simple method, raw material cost Not high, basically no equipment cost, and easy to scale preparation
Disadvantages:
This method has a lot of graphene defects, electrical and mechanical properties are poor
4. CVD, chemical vapor deposition method
advantages:
single growth size can be very large (near 20 inches), it is possible to scale production, and the graphene produced by the performance is very good.
Disadvantages: :
the transfer is a problem, and the growth is generally polycrystalline.
The most common idea for preparing graphene is to first oxidize the graphite, and then use graphite, high temperature, etc. to peel off the graphite layer by layer (of course, maybe several layers) and finally reduce it.
There are no mass productions in the industry this year, and a small amount of preparations can be seen in the laboratories of enterprises, research institutes or universities. Let me talk about how to get graphite oxide.
There are three ways: Hummers, Brodie, and Staudenmaier.
After the experiment, everyone found that the most convenient and most suitable is the Hummers method, so the other two methods will not be said. Hummers method: use 23 mL of concentrated sulfuric acid, 4 g of potassium permanganate and 1 g of graphite to mix uniformly, react at 40 ° C for 30 minutes, then dilute, add 5 mL of 30% hydrogen peroxide to remove potassium permanganate, wash with 250 mL of 10% diluted hydrochloric acid, and finally not Drying blasting above 30 degrees Celsius yields a yellow graphite oxide solid.
This is followed by stripping of the graphite oxide. The graphite oxide is ground into a powder and rapidly heated to 500 degrees under microwave irradiation. Or take 0.02% solution of graphite oxide and put it in 150W ultrasonic for 15min, and then carry out reduction reaction with hydrazine hydrate (mass ratio of graphite oxide to 7:10) at 85 degrees to obtain single or multi-layer graphene dispersion. . said that tearing down the tape for half a month to get a dozen layers is too exaggerated, in fact, you can do it in 5 minutes, listen to me decomposition.
Assume that each time you tear, the graphite on each side of the tape is half, and the graphite has one million layers. Then after repeating the operation of “sticking and tearing” 20 times, it is a million squares divided by 2 (2 The 20th power is equal to 1000000), which is about equal to one floor.
That is to say, you can divide a million layers of graphite into one layer by repeatedly tearing it 20 times.
The graphene obtained by this method is easily attached to the tape by a layer, and it is easy to observe and test with experimental equipment. Finally, this new material was discovered in 2004 and won the 2010 Nobel Prize in Physics.
In 2018, the global graphene market is 42.8 million US dollars, and the compound annual growth rate is expected to be 38.0% from 2019 to 2025.
It is expected that the demand for lightweight and durable materials for the manufacture of various components, including composite materials, will continue to increase over the next period of time, driving product demand. Graphene is the thinnest and strongest material in the world, with high thermal conductivity and electrical conductivity. These and other characteristics, including high permeability and high electron mobility, have led to great interest in this material and its applications.
The material is in the introductory phase of the product life cycle and is expected to witness significant developments in its application during the forecast period. The product is expected to achieve greater penetration in a variety of existing products including semiconductors, energy storage and power generation equipment, and sensors. Demand for graphene films is expected to increase due to the growing demand for protective coatings for smartphones and flexible electronic devices. This has led to an increase in the production capacity of graphene-based products over the past few years.
Due to its ability to increase strength and reduce weight, the composite is expected to witness the fastest growth in the next few years. These applications are extensive, including construction, automotive and aerospace. Research institutions and multinational companies have become one of the main sources of demand for products. They are involved in a wide range of research and development, utilizing and determining the scope of application of the product. Graphene nanosheets have the advantages of high electron mobility and high strength, and are expected to achieve rapid growth during the forecast period.
usa graphene marketing analysis
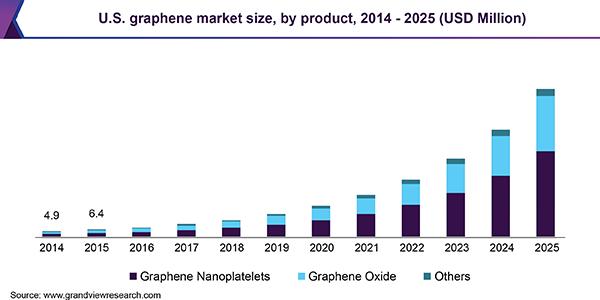
Product analysis
In 2018, graphene nanosheets accounted for 51.0% of the main market share. High electrical and thermal conductivity, strength and enhanced barrier properties may facilitate their use in polymeric materials such as composites, rubbers, thermoplastic elastomers, paints and coatings, and adhesives.
Due to the widespread use of graphene oxide in biomedical, solar cells, composites, batteries, supercapacitors and biosensors, it is expected to grow significantly in the coming period. The ability to chemically modify a product to enhance its performance, depending on the application, may present new opportunities for growth during the forecast period.
Application analysis
Electronic products are the main application area, with a market share of 42.1% in 2018.
The graphene market is expected to see significant growth due to growing demand for optoelectronics, communications and defense electronics systems. Manufacturing activity in emerging markets such as China, India, Malaysia and Taiwan is increasing, and the electronics industry is expected to grow.
As a substitute for silicon, graphene is used more and more in various applications. Its applications include batteries, touch screen electrodes, transparent memory technology and other components of the electronics industry such as transistors.
The application of composite materials is expected to witness a compound annual growth rate based on revenue of 40.4% from 2018 to 2025. During this period, continued penetration of aviation, automotive and medical applications is expected to drive growth. Graphene is used together with metals, polymers, and ceramics to help enhance the electrical conductivity, heat resistance, and pressure resistance of the composite.
This material is also used for energy production and storage. Graphene coatings are used in a variety of batteries, conductors and generators to improve energy efficiency and overall performance of the equipment. It is also used to increase the energy conversion efficiency of solar cells.
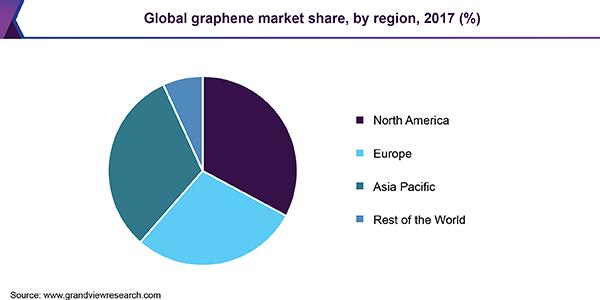
Graphene Market Share
Regional analysis
North America’s market share in 2018 was 32.8%, leading the way in revenue. The existence of many manufacturers with strong R&D capabilities is likely to develop new growth opportunities in the coming years. Demand in the Asia Pacific region is expected to show the fastest growth during the forecast period. The booming electronics industry has been a major factor driving demand for regional products. In addition, increased investment in the renewable energy generation sector is expected to increase demand significantly in the near future.
Given the government’s support for promoting manufacturing investment, China is expected to become a promising market for some time to come. The Chinese government has put forward strong policies to ensure support for research and development.
Graphene market share survey
New product development and cooperation agreements are key strategies adopted by manufacturers. Efforts must be made to develop new products and technologies to develop graphene at low cost and on an industrial scale. As price is one of the main constraints, manufacturers are increasingly investing in new technologies to reduce production costs. In addition, many manufacturers are working with other companies to develop new application opportunities for their products.
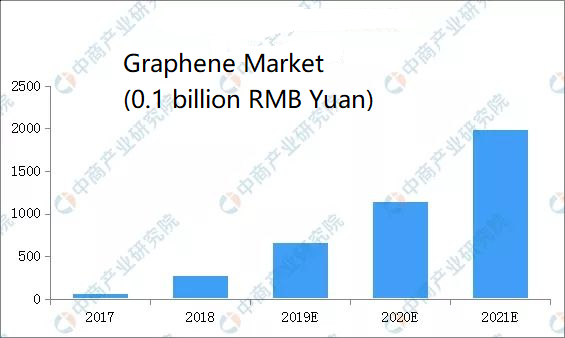
In recent years, the graphene concept has been sought after.Graphene is a two-dimensional carbon nanomaterial composed of carbon atoms and sp2 hybrid orbital hexagonal honeycomb crystal lattice. It is the leader of the new material industry and drives the transformation and upgrading of traditional manufacturing.It is reported that China is the second largest graphite resource country in the world, mainly distributed in Heilongjiang, Inner Mongolia and Shandong provinces.
The graphene industry has broad prospects and the market scale continues to grow.According to the data, the scale of China’s graphene market soared over 10 billion yuan in 2018, reaching about 28 billion yuan.It is expected that the scale of graphene industry will further expand in 2019, and the market scale will exceed 67 billion yuan.By 2021, the graphene market will reach 200 billion yuan.
graphene marketing
Specifically, at present, in the graphene industry, the enterprises involved in application are the most, accounting for nearly 40%.Followed by research and development, accounting for 19%.The number of companies in the technical service and preparation fields each accounted for 14%.
Although the number of graphene enterprises is growing rapidly and involves many aspects of the industrial chain, the overall scale of operations is small, small and medium-sized, start-up companies account for a relatively large proportion, and medium-sized and large-scale enterprises are relatively small, compared with the huge prospect market.There is still a lot of room for development.
In the future, China’s graphene industry regional development will present three major trends:
First, the accelerating integration of industrial resources and the resources of the graphene industry in the eastern coastal areas will be further concentrated to provide a more convenient environment for industrial development.
Second, the policy is favorable. In the future, the demonstration projects of the graphene research institute and the industrial park will be implemented one after another, and the development of the graphene industry is receiving more and more attention.
Third, the graphene industry will exhibit “characteristic and differentiated” development, and the regional division of labor will become more clear.
It is estimated that the growth rate of the artificial graphite market will reach 4.17% from 2019 to 2024. The Asia-Pacific region dominates the global market, with countries such as China, Japan and India having the largest consumption.
According to a report by the GLOBE NEWSWIRE on May 24, synthetic graphite is the anode component of lithium-ion batteries. Although lithium is the most famous component of lithium-ion batteries, the graphite in the battery is much more than lithium. The battery anode requires over 90.9% purity of the coated spherical graphite.
The report believes that the growth in sales of electronic products and electric vehicles is expected to promote the sales of lithium-ion batteries, which in turn will promote the consumption of synthetic graphite.
According to reports, China continues to dominate the production and demand for synthetic graphite. Almost all stages of the lithium battery manufacturing chain are concentrated in China, China is by far the largest and fastest growing lithium battery market, paving the way for the growth of synthetic graphite.
The main application of synthetic graphite is on the electrodes of the steelmaking industry. On a global scale, China has the largest share of graphite electrode consumption and production capacity.
According to the report, the synthetic graphite market is currently consolidated. The top five giants account for more than 75% of the market.
I would like to inquire about Powdered Activated Carbon used for the removal of geosmin during water treatment. Please provide your prices and lead periods to Cape Town South Africa.
Carbon filtering is a method of filtering that uses a bed of activated carbon to remove contaminants and impurities, using chemical adsorption.
Carbon Filter
Each particle, or granule, of carbon provides a large surface area, or pore structure, allowing contaminants the maximum possible exposure to the active sites within the filter media. One gram of activated carbon has a surface area in excess of 3,000 m2 (32,000 sq ft).
Activated carbon works via a process called adsorption, whereby pollutant molecules in the fluid to be treated are trapped inside the pore structure of the carbon substrate. Carbon filtering is commonly used for water purification, air filtering and industrial gas processing, for example the removal of siloxanes and hydrogen sulfide from biogas. It is also used in a number of other applications, including respirator masks, the purification of sugarcane and in the recovery of precious metals, especially gold. It is also used in cigarette filters and in the EVAP used in cars.
Active charcoal carbon filters are most effective at removing chlorine, particles such as sediment, volatile organic compounds (VOCs), taste and odor from water. They are not effective at removing minerals, salts, and dissolved inorganic substances.
Typical particle sizes that can be removed by carbon filters range from 0.5 to 50 micrometres. The particle size will be used as part of the filter description. The efficacy of a carbon filter is also based upon the flow rate regulation. When the water is allowed to flow through the filter at a slower rate, the contaminants are exposed to the filter media for a longer amount of time.
Hydrogen production
For small-scale production of hydrogen, water purifiers are installed to prevent formation of minerals on the surface of the electrodes and to remove organics and chlorine from utility water. First the water passes through a 20 micrometer interference (mesh or screen filter) filter to remove sand and dust particles, second, a charcoal filter (activated carbon) to remove organics and chlorine, third stage, a de-ionizing filter to remove metallic ions.[citation needed] A test can be done before and after the filter for proper functioning on barium, calcium, potassium, magnesium, sodium, and silicon.
Prized for its extremely porous surface area, the superior performance of activated carbon as an adsorbent lends itself to a number of applications spanning across a range of industries.
Activated Carbon Thermal Regeneration
One of the major benefits to activated carbon is that it is capable of being restored, meaning that “spent” carbon, or carbon saturated with the adsorbed components, can be desorbed of the components to yield an activated carbon that is again ready for use.
REGENERATION
Albeit large, activated carbon does have a finite adsorption capacity. Throughout the course of its use, this capacity becomes diminished as the activated carbon adsorbs more components onto its surface. Once the activated carbon has reached capacity, it can no longer be effectively used. The now “spent” carbon can either be sent to a landfill or incinerator for disposal, or recycled through regeneration. Typically powdered activated carbon (PAC) is not regenerated, but rather, disposed of, while granular activated carbon (GAC) is regenerated.
Regeneration, often referred to as reactivation, is a method of thermally processing the activated carbon to destroy the adsorbed components contained on its surface. In regeneration, the adsorbed components are almost completely removed, yielding a regenerated carbon that can again function as an adsorbent.
It’s important to note that regeneration and reactivation actually refer to two technically different processes. However, these terms are frequently used interchangeably across many industries, and as such, are used so in this article.
BENEFITS TO REGENERATION
The use of regenerated carbon offers a host of benefits, as summarized below:
MORE ENVIRONMENTALLY FRIENDLY
Utilizing regenerated carbon over new activated carbon is a more sustainable approach, incurring fewer greenhouse gas emissions than the production and use of new activated carbon.
Furthermore, this more sustainable approach may allow companies to comply with emissions permit levels, as well as state and local environmental regulations and EPA guidelines.
REDUCED COSTS & LIABILITY
Regeneration eliminates the disposal costs and liabilities associated with otherwise disposing of the spent carbon.
Costs are further reduced because the use of regenerated carbon costs less than the purchase of new activated carbon.
HOW REGENERATION WORKS
Regeneration is most commonly carried out using a thermal approach in which high temperatures are used to destroy the adsorbed components. While this process can differ based on the source material and the adsorbed components, in general, it happens in three stages.
The material is first dried. Once the material has been dried to the desired moisture content, volatilization can occur. The material is heated up to around 1000º F, which volatilizes 75 – 90% of the adsorbed materials. At this point, steam is injected into the system to remove the remaining volatiles and “reactivate” the carbon.
The result is near-completely restored activated carbon ready for reuse. During this process, it is common to have carbon losses between 5 – 10%. For this reason, each time spent carbon is regenerated, that amount of new activated carbon will need to be added to make up for the losses.
Depending on various factors, these stages may be carried out all in one piece of equipment, or multiple pieces. Upon regeneration, the activated carbon is commonly cooled in a rotary cooler before it moves on to shipping, storage, or reuse.
MULTIPLE HEARTH FURNACES VS. ROTARY KILNS FOR REGENERATED CARBON
While various types of thermal devices can be used for the regeneration of spent carbon, rotary kilns and multiple hearth furnaces are the two most commonly used approaches by far.
Both multiple hearth furnaces and rotary kilns have proven effective in the regeneration of activated carbon. In comparing the two reactivation methods, a study from the EPA found several advantages and disadvantages to be apparent.¹
COST
While maintenance and operation costs are comparable between the two systems, multiple hearth furnaces require double the capital cost of a rotary kiln.
Total process costs were slightly lower for rotary kilns as well.
FUEL CONSUMPTION
Rotary kilns consume around double the amount of fuel that multiple hearth furnaces do.
OPERATIONAL SKILL LEVEL
Rotary kilns tend to require a less skilled operator than multiple hearth furnaces.
LIFESPAN
Lifespan was found to be longer in multiple hearth furnaces.
EXHAUST HANDLING
Both systems require the use of an exhaust handling system to control emissions.
CARBON LOSS
Carbon losses between the two systems were comparable.
In addition to these factors, capacity is often a determining consideration between the two types of equipment; multiple hearth furnaces offer significantly greater capacities. However, rotary kilns are more favorable for smaller applications.
ON-SITE VS. OFF-SITE REGENERATION
Companies using activated carbon have many options when it comes to regeneration.
Often times, the same company that produces the activated carbon will offer a regeneration service as well. This allows companies to send their spent carbon back to the manufacturer for regeneration, and then get it back, ready for reuse.
Many activated carbon producers will also offer their customers a “carbon pool” or sharing option. Here, customers that do not require getting their specific carbon back can submit their spent carbon along with other companies in order to keep costs low.
In some industries, large-scale or remote operations may justify the need for their own on-site regeneration facility, such as those found in the gold recovery industry.
CONCLUSION
Activated carbon is a powerful adsorbent with many uses. The opportunity to regenerate carbon offers many benefits over purchasing fresh activated carbon.
There are many different properties and characteristics of activated carbon, and understanding these factors will help you understand how the material is measured and analyzed.
Iodine Number
Iodine adsorption is used to measure the effectiveness of activated carbon. During this test, activated carbon is added to a liquid holding a specific amount of iodine. The carbon is mixed thoroughly until it has dissolved into the solution. After a few minutes, the solution is filtered into another container, removing the charcoal particles and allowing the liquid to pass through. The iodine number is a gauge of the amount of iodine removed from the liquid. Essentially, the higher the number, the more iodine was removed.
Many carbons preferentially adsorb small molecules. Iodine number is the most fundamental parameter used to characterize activated carbon performance. It is a measure of activity level (higher number indicates higher degree of activation,) often reported in mg/g (typical range 500–1200 mg/g). It is a measure of the micropore content of the activated carbon (0 to 20 Å, or up to 2 nm) by adsorption of iodine from solution. It is equivalent to surface area of carbon between 900 and 1100 m2/g. It is the standard measure for liquid-phase applications.
Iodine number is defined as the milligrams of iodine adsorbed by one gram of carbon when the iodine concentration in the residual filtrate is at a concentration of 0.02 normal (i.e. 0.02N). Basically, iodine number is a measure of the iodine adsorbed in the pores and, as such, is an indication of the pore volume available in the activated carbon of interest. Typically, water-treatment carbons have iodine numbers ranging from 600 to 1100. Frequently, this parameter is used to determine the degree of exhaustion of a carbon in use. However, this practice should be viewed with caution, as chemical interactions with the adsorbate may affect the iodine uptake, giving false results. Thus, the use of iodine number as a measure of the degree of exhaustion of a carbon bed can only be recommended if it has been shown to be free of chemical interactions with adsorbates and if an experimental correlation between iodine number and the degree of exhaustion has been determined for the particular application.
Pore Diameter
The diameter of the pores on and inside activated carbon will make a significant difference in how the materials performs. Pore diameter can determine the specific use of a carbon, as activated carbon with more micropores (smaller pores) can be effective for removing low concentrations of organic matter found in water. Activated carbon with both small and large pores are very versatile and can be used to remove both chlorine and a wide variety of organic matter at the same time.
Surface Area
The surface area is another important property that is often cited on activated carbon. Depending on the raw material, the activation process, and other factors, the surface area will vary, giving the charcoal more or less adsorption potential. Surface area for activated carbon is often measured using a BET nitrogen adsorption test.
Density
Density will affect the volume activity. Generally, a higher density will indicate a higher-quality activated carbon. There are numerous ways to define density, including real density, which is the density excluding the voids of the material, as well as particle density, which is the measured density of the carbon particles alone. There is also wetted density, apparent density, bed or bulk density, and tamped density. All of these density measurements provide specific data on activated carbon performance.
Tannin
Tannins are a mixture of large and medium size molecules. Carbons with a combination of macropores and mesopores adsorb tannins. The ability of a carbon to adsorb tannins is reported in parts per million concentration (range 200 ppm–362 ppm).
Methylene blue
Some carbons have a mesopore (20 Å to 50 Å, or 2 to 5 nm) structure which adsorbs medium size molecules, such as the dye methylene blue. Methylene blue adsorption is reported in g/100g (range 11–28 g/100g).
Dechlorination
Some carbons are evaluated based on the dechlorination half-life length, which measures the chlorine-removal efficiency of activated carbon. The dechlorination half-value length is the depth of carbon required to reduce the chlorine level of a flowing stream from 5 ppm to 3.5 ppm. A lower half-value length indicates superior performance.
Apparent density
The solid or skeletal density of activated carbons will typically range between 2000 and 2100 kg/m3 (125–130 lbs./cubic foot). However, a large part of an activated carbon sample will consist of air space between particles, and the actual or apparent density will therefore be lower, typically 400 to 500 kg/m3 (25–31 lbs./cubic foot).[19]
Higher density provides greater volume activity and normally indicates better-quality activated carbon. ASTM D 2854 -09 (2014) is used to determine the apparent density of activated carbon.
Hardness/abrasion number
It is a measure of the activated carbon’s resistance to attrition. It is an important indicator of activated carbon to maintain its physical integrity and withstand frictional forces. There are large differences in the hardness of activated carbons, depending on the raw material and activity levels.
Ash Content
Ash content is an important measurement for activated carbon and can drastically change the effectiveness and specific use for the product. Ash in the activated carbon reduces the speed and reliability of reactivation and metal oxides can be released from charcoal with high ash content, resulting in discoloration when used to purify water. Carbon with high ash content is not good for fish tanks, as they can lead to heavy metal poisoning in the aquatic life, including fish and coral species. The type of ash can vary as well. For example, activated carbon made from coconut shells often has a higher concentration of alkali earth metals, while carbon made from coal is often loaded with heavy metals.
Ash reduces the overall activity of activated carbon and reduces the efficiency of reactivation. The metal oxides (Fe2O3) can leach out of activated carbon resulting in discoloration. Acid/water-soluble ash content is more significant than total ash content. Soluble ash content can be very important for aquarists, as ferric oxide can promote algal growths. A carbon with a low soluble ash content should be used for marine, freshwater fish and reef tanks to avoid heavy metal poisoning and excess plant/algal growth. Standard method D 2866-2011 is used to determine the ash content of activated carbon.
Mesh
The size of granular activated carbon (activated carbon that is in the form or a powder or fine grains) is measured using a Mesh system. It is measured by shaking a sample of the granulated carbon through a series of fine sieves. Imagine sieves like a window screen only much finer, with far smaller holes between the wires. Using a system that measures how much of the carbon passes through the screens, the activated carbon can be measured for general size.
Molasses Number
The molasses number for activated carbon is a measurement of the charcoal’s effectiveness for removing large molecules. This is done by allowing the activated carbon to adsorb a molasses solution. The higher the molasses number, the better the activated charcoal is at removing these large molecules.
Some carbons are more adept at adsorbing large molecules. Molasses number or molasses efficiency is a measure of the mesopore content of the activated carbon (greater than 20 Å, or larger than 2 nm) by adsorption of molasses from solution. A high molasses number indicates a high adsorption of big molecules (range 95–600). Caramel dp (decolorizing performance) is similar to molasses number. Molasses efficiency is reported as a percentage (range 40%–185%) and parallels molasses number (600 = 185%, 425 = 85%). The European molasses number (range 525–110) is inversely related to the North American molasses number.
Molasses Number is a measure of the degree of decolorization of a standard molasses solution that has been diluted and standardized against standardized activated carbon. Due to the size of color bodies, the molasses number represents the potential pore volume available for larger adsorbing species. As all of the pore volume may not be available for adsorption in a particular waste water application, and as some of the adsorbate may enter smaller pores, it is not a good measure of the worth of a particular activated carbon for a specific application. Frequently, this parameter is useful in evaluating a series of active carbons for their rates of adsorption. Given two active carbons with similar pore volumes for adsorption, the one having the higher molasses number will usually have larger feeder pores resulting in more efficient transfer of adsorbate into the adsorption space.
Carbon tetrachloride activity
Measurement of the porosity of an activated carbon by the adsorption of saturated carbon tetrachloride vapour.
Particle size distribution
The finer the particle size of an activated carbon, the better the access to the surface area and the faster the rate of adsorption kinetics. In vapour phase systems this needs to be considered against pressure drop, which will affect energy cost. Careful consideration of particle size distribution can provide significant operating benefits. However, in the case of using activated carbon for adsorption of minerals such as gold, the particle size should be in the range of 3.35–1.4 millimetres (0.132–0.055 in). Activated carbon with particle size less than 1 mm would not be suitable for elution (the stripping of mineral from an activated carbon).
Activated charcoal is a sponge-like substance that is made from different carbon-containing substances of natural origin. Activated Charcoal is charcoal that has been treated with oxygen. The treatment results in a highly porous charcoal. It is made at very high temperatures and as a result, activated charcoal is a substance which is almost one hundred percent composed of carbon.
The chemical composition of charcoal is very similar to graphite. Useful properties of activated charcoal can be contributed to the huge number of pores and hence activated charcoal exhibits very high absorbent and catalytic properties.
Activated carbon is used in methane and hydrogen storage, air purification, decaffeination, gold purification, metal extraction, water purification, medicine, sewage treatment, air filters in gas masks and respirators, filters in compressed air, teeth whitening, and many other applications.
Activated carbon industrial application
One major industrial application involves use of activated carbon in metal finishing for purification of electroplating solutions. For example, it is the main purification technique for removing organic impurities from bright nickel plating solutions. A variety of organic chemicals are added to plating solutions for improving their deposit qualities and for enhancing properties like brightness, smoothness, ductility, etc. Due to passage of direct current and electrolytic reactions of anodic oxidation and cathodic reduction, organic additives generate unwanted breakdown products in solution. Their excessive build up can adversely affect plating quality and physical properties of deposited metal. Activated carbon treatment removes such impurities and restores plating performance to the desired level.
Medical uses
Main article: Activated charcoal (medication)
activated Carbons for Medical Uses
Activated charcoal for medical use
Activated carbon is used to treat poisonings and overdoses following oral ingestion. Tablets or capsules of activated carbon are used in many countries as an over-the-counter drug to treat diarrhea, indigestion, and flatulence.
However, activated charcoal shows no effect of intestinal gas and diarrhea, and is, ordinarily, medically ineffective if poisoning resulted from ingestion of corrosive agents such as alkalis and strong acids, iron, boric acid, lithium, petroleum products, or alcohol. Activated carbon will not prevent these chemicals from being absorbed into the human body.
It is particularly ineffective against poisonings of strong acids or alkali, cyanide, iron, lithium, arsenic, methanol, ethanol or ethylene glycol.
Incorrect application (e.g. into the lungs) results in pulmonary aspiration, which can sometimes be fatal if immediate medical treatment is not initiated.
Activated Charcoal is a powerful tool for emergency cleansing of the gastrointestinal tract, perhaps the most effective remedy known today. It can be used in cases of poisoning from virtually any toxic substance. Activated charcoal reduces the absorption of poisonous substances up to 60%.
One teaspoon of activated charcoal has a surface area of approximately 10 000 square feet. It adsorbs and helps eliminate toxins, heavy metals, chemicals, pharmaceutical drugs, morphine, pesticides from your body.
Poisoning by various chemical substances, drugs, toxic heavy metals, alkaloids
Overall body detoxification
Food poisoning
Treating stomach pain caused by excess gas, diarrhea, or indigestion.
Body odor and bad breath
Hepatitis: chronic and acute viral
Withdrawal syndrome (as a rule, is used for drinking, not for drug addiction)
Intoxication caused by chemotherapy or radiotherapy
Various skin ailments
Inflammation
Helps lower cholesterol, triglycerides and lipids found in the blood.
Analytical chemistry applications
Activated carbon, in 50% w/w combination with celite, is used as stationary phase in low-pressure chromatographic separation of carbohydrates (mono-, di-trisaccharides) using ethanol solutions (5–50%) as mobile phase in analytical or preparative protocols.
Environmental applications
Activated carbon is usually used in water filtration systems. In this illustration, the activated carbon is in the fourth level (counted from bottom).
Activated carbon is usually used in water filtration systems. In this illustration, the activated carbon is in the fourth level (counted from bottom).
Carbon adsorption has numerous applications in removing pollutants from air or water streams both in the field and in industrial processes such as:
Spill cleanup
Groundwater remediation
Drinking water filtration
Air purification
Volatile organic compounds capture from painting, dry cleaning, gasoline dispensing operations, and other processes.
During early implementation of the 1974 Safe Drinking Water Act in the US, EPA officials developed a rule that proposed requiring drinking water treatment systems to use granular activated carbon. Because of its high cost, the so-called GAC rule encountered strong opposition across the country from the water supply industry, including the largest water utilities in California. Hence, the agency set aside the rule. Activated carbon filtration is an effective water treatment method due to its multi-functional nature. There are specific types of activated carbon filtration methods and equipment that are indicated – depending upon the contaminants involved.
Activated carbon is also used for the measurement of radon concentration in air.
Agriculture uses
Activated carbon (charcoal) is an allowed substance used by organic farmers in both livestock production and wine making. In livestock production it is used as a pesticide, animal feed additive, processing aid, nonagricultural ingredient and disinfectant. In organic winemaking, activated carbon is allowed for use as a processing agent to adsorb brown color pigments from white grape concentrates.
Activated carbon has been used as a purification agent since ancient Egypt and India. It was introduced to the modern world via the sugar refineries of 1800s Europe, and its use quickly swept the globe. Rapidly evolving technology has led to its expansion ever since, and today activated carbon plays a key role in a vast number of industries, from wastewater treatment to pharmaceutical manufacturing. It is also used in agriculture to improve crop yields.
activated carbon adsorbs and removes targeted compounds along its vast surface area. Although it has been used in modern agriculture for only a decade or so, research shows that activated carbon can boost agriculture in several important ways.
Seed Protection
Fungicides and herbicides are absolutely essential to modern agriculture, preventing harmful species from taking over and destroying crops. Unfortunately, these products can also be damaging to newly planted seeds. When mixed with fertilizer or used to coat vulnerable seeds, activated carbon can ensure the survival of the vast majority of seeds. The surface chemistry of the activated carbon can even be manipulated to ensure the best pH for different types of seeds. In some cases, activated carbon can also be mixed into the soil to protect fields from accidental spills of fungicides or herbicides.
Time-Release Nutrient Delivery
Although most popular applications of activated carbon involve removing toxic or noxious compounds, activated carbon’s tremendous storage abilities also allow it to deliver helpful compounds on a timed basis. For agriculture, activated carbon can store nutrients that are essential to plant health and then release them over time. For example, activated carbon can be impregnated with ethylene, the naturally occurring hormone that causes plants to ripen. The ethylene can then be delivered to help all of the fruits in a crop ripen at the same time.
Herbicide Catalyst
Activated carbon is a powerful catalyst for oxidation, and can be used for this purpose in the production of herbicides. It is important to choose a powdered activated carbon (PAC) with strong characteristics of filtration and sedimentation. When specifically prepared for this purpose, PAC can help to create a highly effective herbicide.
Purification and Decolorization
Like any other chemical product, agrochemicals need to be pure and clean to create the desired results. Colorization also matters in consumer preferences, with homogeneously colored products being seen as more desirable. Activated carbon is used in the agrochemical industry to remove unwanted compounds and create the pure, decolorized products that consumers deserve.
Agriculture is a relative newcomer to the list of industries that have been revolutionized by the use of activated carbon. Yet research shows that it works across a wide range of agricultural applications. Activated carbon comes in many types and forms, each with its own unique characteristics. For the best results, it is important to consult with an activated carbon expert who can help you sort through the options and select just the right product to meet your needs.
Are you interested in purchasing activated carbon for a specific application? Do you require expert guidance in choosing the right impregnation for your needs? With more than 70 years of experience in the activated carbon industry, Oxbow Activated Carbon is proud to provide the most diverse line of activated carbon products on the market today. We provide both standard and custom impregnations, spent carbon disposal and reactivation, and numerous other specialized services. We pride ourselves on our individualized customer service, and we look forward to becoming your one-stop shop for all your activated carbon needs.
Distilled alcoholic beverage purification
Activated carbon filters (AC filters) can be used to filter vodka and whiskey of organic impurities which can affect color, taste, and odor. Passing an organically impure vodka through an activated carbon filter at the proper flow rate will result in vodka with an identical alcohol content and significantly increased organic purity, as judged by odor and taste.[citation needed]
Fuel storage
Research is being done testing various activated carbons’ ability to store natural gas[2][1] and hydrogen gas.[1][2] The porous material acts like a sponge for different types of gases. The gas is attracted to the carbon material via Van der Waals forces. Some carbons have been able to achieve bonding energies of 5–10 kJ per mol. The gas may then be desorbed when subjected to higher temperatures and either combusted to do work or in the case of hydrogen gas extracted for use in a hydrogen fuel cell. Gas storage in activated carbons is an appealing gas storage method because the gas can be stored in a low pressure, low mass, low volume environment that would be much more feasible than bulky on-board pressure tanks in vehicles. The United States Department of Energy has specified certain goals to be achieved in the area of research and development of nano-porous carbon materials. All of the goals are yet to be satisfied but numerous institutions, including the ALL-CRAFT program,[1][2][13]are continuing to conduct work in this promising field.
Gas purification
Filters with activated carbon are usually used in compressed air and gas purification to remove oil vapors, odor, and other hydrocarbons from the air. The most common designs use a 1-stage or 2 stage filtration principle in which activated carbon is embedded inside the filter media.
Activated carbon filters are used to retain radioactive gases within the air vacuumed from a nuclear boiling water reactor turbine condenser. The large charcoal beds adsorb these gases and retain them while they rapidly decay to non-radioactive solid species. The solids are trapped in the charcoal particles, while the filtered air passes through.
Chemical purification
Activated carbon is commonly used on the laboratory scale to purify solutions of organic molecules containing unwanted colored organic impurities.
Filtration over activated carbon is used in large scale fine chemical and pharmaceutical processes for the same purpose. The carbon is either mixed with the solution then filtered off or immobilized in a filter.
Mercury scrubbing
Activated carbon, often infused with sulfur[14] or iodine, is widely used to trap mercury emissions from coal-fired power stations, medical incinerators, and from natural gas at the wellhead. This carbon is a special product costing more than US$4.00 per kg.
Since it is often not recycled, the mercury-laden activated carbon presents a disposal dilemma. If the activated carbon contains less than 260 ppm mercury, United States federal regulations allow it to be stabilized (for example, trapped in concrete) for landfilling. However, waste containing greater than 260 ppm is considered to be in the high-mercury subcategory and is banned from landfilling (Land-Ban Rule). This material is now accumulating in warehouses and in deep abandoned mines at an estimated rate of 100 tons per year.
The problem of disposal of mercury-laden activated carbon is not unique to the United States. In the Netherlands, this mercury is largely recovered and the activated carbon is disposed of by complete burning, forming carbon dioxide (CO2).